 138-7150-3845
138-7150-3845

 138-7150-3845
138-7150-3845


1、主要功能
(1)观察与分析油、水在真实岩石孔隙系统中的运移过程、赋存特征;
(2)观察与分析油驱水、水驱油、气驱水、气驱油等过程及赋存状态;
(3)研究束缚水、束缚油赋存位置及主控因素。
2、组成部分
(1)微量泵;
(2)加热室;
(3)压力传感器;
(4)高压管线;
(5)电磁阀;
(6)控制箱;
(7)高压气瓶;
(8)高温高压可视化组件;
(9)体视显微镜及成像系统;
(10)电脑。
3、主要技术参数
1.躯替压力:0~20MPa;
2.躯替温度:0 ~ 80℃;
3.躯替速度:4 ~ 455s/min;
4.连接管线:ø3mm*1.5不锈钢管线;
5.样品连接管线:ø1/8inpeek管;
6.成型样品尺寸:ø50 mm X 12mm厚;
7.躯替介质:油,气,水(可根据用户需求选择躯替介质);
8.躯替方式:单一介质或者三种混合。
4、详细介绍
致密砂岩油气是我国目前最为现实的非常规油气资源,其具有显著的低孔隙度、低渗透率和高含水饱和度的特征。致密砂岩气水或油水渗流及赋存机理是实现高效勘探与开发的关键科学问题,在现有物理模拟实验中, 由于岩石试件不透明,流体在岩石试件中具体的渗流过程、赋存状态不能被观测到,或者采用玻璃质试件,不能真实的反应 岩石孔隙特征。
为解决上述问题,我公司基于3项专利,研发了一套能够开展高温高压油、气、水可视化驱替实验装置。用于观察和分析油、气、水在岩石孔隙系统中的渗流及赋存特征,查明微纳米孔隙中流体或气体的渗流机理。
高温高压微观躯体可视化实验装置

高温高压可视化组件
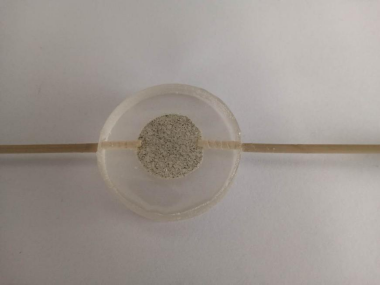
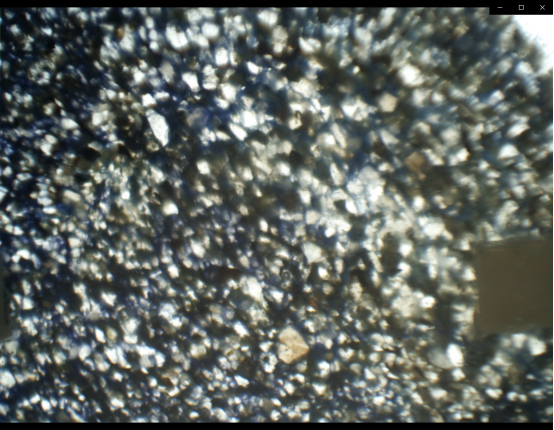
5.实验案例
在室温下,使用该设备向高温高压可视化组件中注入流体,压力从0Mpa均匀稳定的增加到2Mpa,经过1个小时,流体布满整个岩石薄片孔隙,效果如图所示:
微观躯替可视化实验装置,主要模拟地下油、气等有价值化流体在地下受高压环境下从岩石裂缝和孔隙渗流的一种现象。目前研究对象无法获取到具体液体介质和气体介质在岩石表面通过的动态流动的可视化视频资料供科研人员研究,大大影响了科研研究和资源合理化利用分析,本微观躯替可视化实验操作系统填补了这项空白,整套实验设备可进行单一介质进行躯替(油,气,水)或者混合介质的躯替,躯替压力模式可实现手动和自动两种模式的切换,当手动模式时,躯替压力可以忽略不计,方便快速排液的目的,而自动模式则需要实验操作者根据测试岩性孔隙度的不同手动设置躯替压力而,躯替速度倍率可根据躯体介质的粘稠度进行调整,方便了实验员根据不同岩性调整躯替参数,得到有限的参数。本实验装置设有前处理模式,当样品浇筑完成后检查样品岩石薄片是否被堵可快速使用气体进行前处理测试,尾端通过压力开关和压力变送器双重条件检测,当压力开关检测到压力到达设定值后通过上位机程序反馈前处理样品测试合格状态。实验设备在测试开始时有各种窗口弹出,提示实验员登记样品信息,和躯替介质的选择,突发事件预警,防止实验完成后发现样品信息未登记现象发生,和样品测试时,样品被压裂压力瞬间流失的现象发生和声控报警等。

1.设备原理:
铂金薄壁容器激光自动焊接机定义:又常称为激光焊机、镭射焊机,是激光材料加工用的机器,按其工作方式分为激光模具烧焊机、自动激光焊接机、激光点焊机、光纤传输激光焊接机,激光自动焊接机核心部件一激光器聚光腔采用进口陶瓷反射聚光腔体,单/双脉冲氙灯、开光电源、液晶屏运动控制系统、X/Y轴电动平台/旋转轴(选配)、CCD监控系统(选配)、激光专用冷水机。
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池以达到焊接的目的。

2.设备概述:
高温高压实验用铂金薄壁容器是直径2.5-5mm,高3-5mm的封闭容器,容器材料铂既具有高反特性,且厚度仅为0.2mm,一般传统焊接方法无法满足薄壁材料焊接要求。高温高压实验用铂金薄壁容器激光焊接系统是一套专用于小型薄壁零件的激光焊接系统,系统提供高反、超薄壁材料激光焊接的工艺方案,解决铂金薄壁容器制备困难的问题,满足地学科研实验的应用要求,并为贵金属、高反材料、超薄壁材料的光纤激光焊接提供参考。
3.主要技术参数:
1)激光器功率:500w;
2)激光器工作环境:平整,无震动和冲击;
3)工作环境温度:10-40℃;
4)工作湿度:小于70%;
5)加工薄壁容器尺寸:外径2-80mm,长度≤500mmm,壁厚≥0.2mm;
6)机柜尺寸为:900x700x750mm。
1.设备介绍:
煤层气/页岩气解析仪主要采用排水法结构和利用高精度脉冲吸气泵进行快速抽气集气和快速排气过程。目前市场现有设备在整个实验过程中往往需人工进行多次数据记录,由于解析时间的不确定因素,要消耗大量的人工成本和时间成本不能满足当下实验需求。本此设备经过多名高校专业资深专家和教授的努力和研究为了使整个解析过程实现全自动解析过程,不用人员去长时间的记录实验过程,完全靠设备全自动控制。设备整个控制系统不受气体流量及成分的影响,温度均匀,精确度高,可同时解析多个样品,最多扩展至9路,实时显示累计体积及图像,并且可通过APP实现远程监控与数据传输,满足数据中心建设需求。
其详细工作原理为:
该解析仪应用体积测量法进行含气量分析,气体逸出过程采用大功率恒温水浴箱进行加热解析,将岩样加热过程时间缩短了一半,提高效率;在解析过程中,进气端采用高精度压力传感器实时检测解压压力情况,当压力到达设定值后,程序控制电磁阀进行打开,开始解析工作;同时提高进气效率,添加了高精度脉冲泵进行辅助抽气,当解析气体到达设定体积时,通过液位传感器把信号传递给整套控制系统,然后关闭进气电磁阀,然后利用高精度脉冲泵反转进行快速排气;排气完成后再反复进行上述过程,直至解析完成。整个控制过程采用全自动控制系统免去人工进行数据记录,且配有手机APP功能,可以对整个实验过程进行远程监控和数据传输。
2.设备组成:

页岩气/煤层气解析罐

页岩/煤层球磨机

恒温水浴箱

页岩气含气量解析仪一体机(含自动分析软件)
3.主要技术参数:
1.测试精度:与标准量筒拟合度99%以上;
2.测试路数:标准路数6路,可扩展到9路;
3.环境温度:-30-60℃;
4.工作湿度:0-90%;
5.测量范围:满足所有不同含气量的测试需求;
6.压力精度:0.2%。

1.设备原理:
矿物粉料地形及构造模型3D打印系统,主要采用3DP(Three Dimensional PrintingandGluing),也被称为粘合喷射(BinderJetting)、喷墨粉末打印(InkjetPowderPrinting),从工作方式来看,三维印刷与传统二维喷墨打印最接近。与SLS工艺一样,3DP也是通过将粉末粘结成整体来制作零部件,不同之处在于,它不是通过激光熔融的方式粘结,而是通过喷头喷出的粘结剂。
其详细工作原理为:
1)3DP的供料方式与SLS一样,供料时通过震动落料方式,将矿物粉末通过水平压辊平辅于打印平台之上;
2)将带有颜色的胶水通过加压泵的方式输送到打印喷头中存储;
3)接下来打印的过程就很像2D的喷墨打印机了,首先系统会根据三维模型的颜色将彩色的胶水进行混合并选择性的喷在粉末平面上,粉末遇胶水后会粘结为实体;
4)一层粘结完成后,打印Z轴上升一个高度,水平压棍再次将粉末铺平,然后再开始新一层的粘结,如此的反复层层打印,直至整个模型粘结完毕;
5)打印完成后,回收未粘结的粉末,吹净模型表面的粉末,再次将模型用透明胶水浸泡,此时模型就具有了一定的强度。

2.设备概述:
三维地形及构造模型一直广泛应用于地质教学、军事战略指挥、抢险救灾、土地利用规划、区域治理、房地产开发等方面。传统地形及构造模型制作主要采用人工堆砌和雕刻的方法,存在制作效率低、成本高、精度差、无法精确化表达复杂地貌和地形及构造细节等问题。矿物粉料成本低廉,来源广泛,易于获取,成型后特性与地形模型的表面和构造结构特性接近,是制作地形及构造模型的理想原材料。本系统采用分层铺设矿物骨料及固结粉料,计算机规划助固液喷头喷液固结,实现地形及构造模型3D打印,具有制作三维地形及构造模型成本低、快捷和自动的特点。
3.主要技术参数:
1) 设备尺寸:2500x1250x2000mm;
2)单层打印厚度:4mm;
3)扫描间距:3-4mm;
4)打印尺寸(长X宽X高):1200X900X350mm (可定制);
5)设备工作温度:常温。

微信订阅号

微信服务号


 微信订阅号
微信订阅号
 微信服务号
微信服务号
 返回顶部
返回顶部